


 English
English Wire Rope Types: Construction Classes, Finishes & Selection Guide
Content
The Building Blocks: How Wire Rope Is Constructed
Before comparing types, it helps to understand what you are actually selecting. Wire rope is not a single material — it is a precision-engineered assembly of three nested components, each of which influences performance in a different way.
Wires are the smallest unit. Individual steel wires are drawn to a specific diameter and grade, then twisted together to form a strand. Fewer, thicker wires in a strand increase abrasion resistance; more, thinner wires improve flexibility and fatigue life. Strands are then laid helically around a central core, which can be a fiber core (FC) for flexibility, an independent wire rope core (IWRC) for added strength and crush resistance, or a wire strand core (WSC) for intermediate performance. The designation printed on a wire rope — such as 6×19 or 7×19 — tells you the number of strands and the approximate number of wires per strand, which together define its mechanical character.
Every type decision that follows traces back to these three layers and the tradeoffs between them.
Wire Rope Types by Construction Class
Construction class is the most fundamental way to categorize wire rope. It determines how a rope balances strength, flexibility, and resistance to abrasion or crushing under load.
6×19 Class wire rope consists of six strands, each containing approximately 16 to 26 wires. Fewer, larger wires make this class highly resistant to abrasion from contact with drums, sheaves, and rough surfaces. It is the standard choice for general-purpose lifting, hoisting slings, and applications where the rope runs over larger diameter sheaves. Common constructions within this class include 6×19 Seale, 6×19 Warrington, and 6×25 Filler Wire. For buyers sourcing to international standards, ASTM A1023-compliant wire rope in the 6×19 class covers the majority of general rigging and lifting requirements.

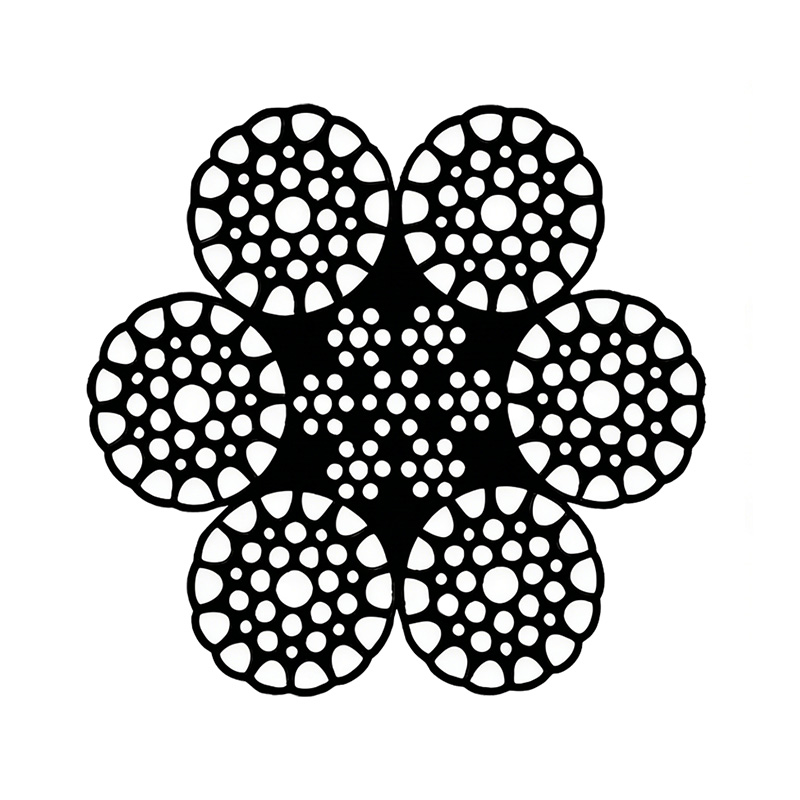
6×36 Class wire rope uses the same six-strand layout but packs significantly more — and smaller — wires into each strand. The result is a noticeably more flexible rope that bends more easily around smaller sheaves and through multi-layer drum wraps. Crane hoist lines, winch cables, and elevator ropes are natural fits. The tradeoff is reduced abrasion resistance: the finer outer wires are more susceptible to surface wear and crushing under high fleet angles.
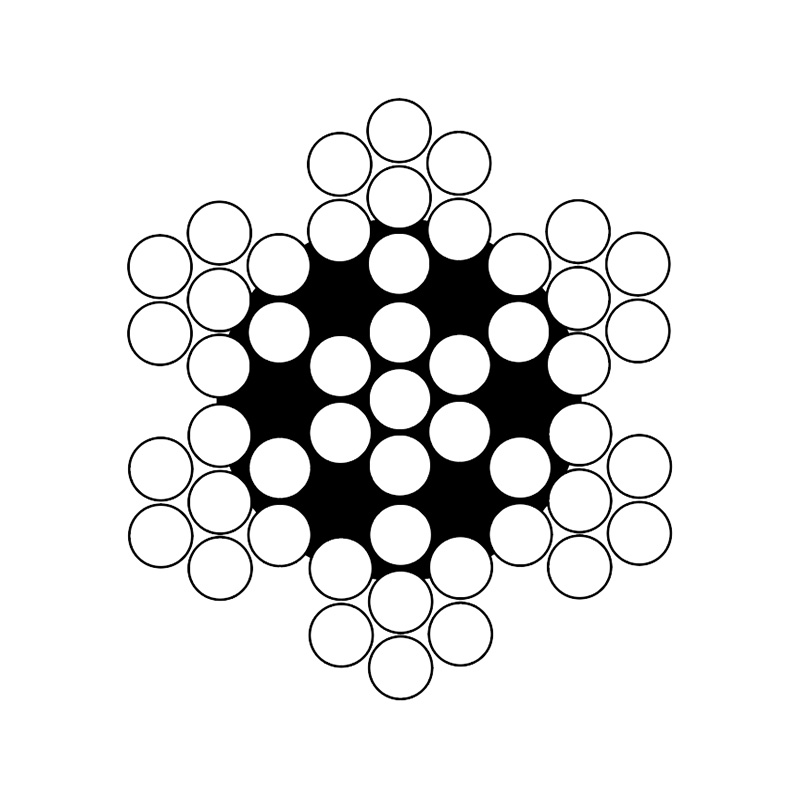
7×19 Class adds a seventh central strand, giving the rope exceptional flexibility and a smooth outer surface. This makes it the dominant choice for aircraft control cables, zip lines, winch lines, and push-pull control applications where the rope must bend repeatedly through tight radii. Diameters typically run smaller — from 3/32″ to 3/8″ — and the construction is available primarily in galvanized finish.
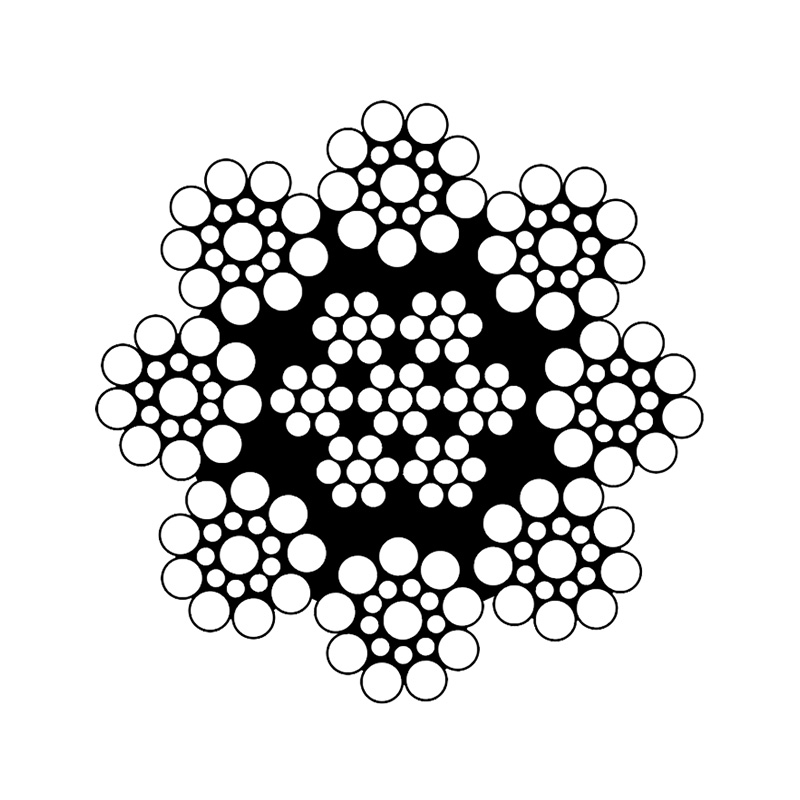
Rotation-Resistant Constructions such as 8×19 and 19×7 are engineered for single-line lifts where load rotation is a safety concern. Multi-layer strand arrangements create opposing torque forces that cancel each other out under tension, keeping the load stable. Tower crane hoist ropes and deep-shaft mining hoists are typical applications. These constructions demand careful handling and termination — they are more sensitive to kinking and installation errors than standard 6-strand designs.
Wire Rope Types by Surface Finish
Surface finish determines how a wire rope interacts with its environment. For many applications, finish selection matters as much as construction class — a structurally appropriate rope in the wrong finish will fail prematurely in a corrosive or high-moisture environment.
Bright (uncoated) wire rope is carbon steel wire with a light lubricant applied during manufacturing. It offers maximum metallic cross-section for a given diameter — meaning slightly higher nominal breaking strength than a coated equivalent — and the lowest purchase cost. The limitation is exposure: bright rope degrades quickly in outdoor, marine, or chemical environments without additional protection through maintenance lubrication or environmental controls.
Galvanized wire rope applies a zinc coating to each individual wire before stranding, delivering meaningful corrosion protection at a moderate cost premium over bright rope. This is the most widely specified finish for outdoor construction, agricultural, and light marine applications. The range and performance of galvanized protection vary significantly depending on the method used — a distinction worth understanding in depth.
Stainless steel wire rope — typically Grade 304 or Grade 316 — replaces carbon steel with a corrosion-resistant alloy throughout the wire cross-section. Grade 316 adds molybdenum for superior resistance to chlorides, making it the standard for offshore marine, food processing, and chemical plant environments where galvanized rope would still corrode over time. Stainless commands a higher price point, but in genuinely harsh environments it eliminates the replacement cycles that erode the cost advantage of cheaper alternatives. Our galvanized and stainless steel wire rope products cover both finishes across a full range of constructions and diameters.
Plastic-coated wire rope (PVC or nylon jacket) adds a polymer sheath over a galvanized or stainless core. The coating protects against abrasion, provides electrical insulation, prevents surface contamination, and improves handleability. It is common in architectural cable railings, safety lines, clotheslines, and anywhere the rope contacts surfaces that must stay unmarked or clean.
Galvanized Wire Rope: Hot-Dip vs Electro-Galvanized
Within the galvanized category, two distinct manufacturing processes produce meaningfully different levels of protection — and confusing them is a common specification error.
Hot-dip galvanizing immerses the steel wire in a bath of molten zinc, typically at around 450°C. The zinc bonds metallurgically with the steel surface, forming a thick, multi-layer coating that includes an outer pure zinc layer and inner iron-zinc alloy layers. Coating thickness from hot-dip galvanizing is substantially greater than from electroplating — often three to five times thicker by mass per unit area. This depth of coverage translates directly into longer service life under sustained moisture, UV, and mild chemical exposure. Hot-dip galvanized wire rope is the appropriate choice for outdoor lifting equipment, marine deck hardware, construction hoists, and any application with continuous environmental exposure.
Electro-galvanizing deposits zinc onto the wire through an electrochemical process at room temperature. The resulting coating is thinner, more uniform in appearance, and better suited to applications where dimensional precision matters — such as small-diameter control cables where the coating thickness affects fitting compatibility. Electro-galvanized rope offers moderate corrosion protection and is appropriate for intermittent outdoor exposure or indoor environments with occasional moisture.
When specifying galvanized wire rope, confirm which process applies. A rope labeled simply "galvanized" without further qualification may be electro-galvanized and unsuitable for the corrosion demands of a marine or outdoor lifting application that requires hot-dip protection.
Matching Wire Rope Type to Application
The right wire rope for a given job sits at the intersection of its mechanical requirements and its environmental exposure. Here is how the most common application categories map to type selection.
Lifting and hoisting — including overhead cranes, hoists, and lifting slings — typically calls for 6×19 class rope in galvanized or bright finish, paired with an IWRC for crush resistance on multi-layer drum systems. High-cycle crane applications may specify 6×36 class for improved bending fatigue life. Properly matched wire rope fittings and rigging accessories — swaged sockets, wire rope clips, thimbles — are essential to realizing the full rated capacity of the rope assembly.
Marine and offshore applications demand stainless steel Grade 316 or hot-dip galvanized rope depending on budget and exposure severity. Running rigging on vessels, mooring lines, and anchor windlass cables all experience sustained saltwater contact. In these environments, the corrosion performance of the finish determines service intervals more than the mechanical construction does.
Construction and structural uses — guy wires, suspension cables, fall-arrest systems, and temporary structures — typically call for 6×19 or 6×36 class in hot-dip galvanized finish. The balance of strength and moderate flexibility suits both static load-bearing roles and applications involving periodic adjustment or repositioning.
Control and motion cables in machinery, push-pull systems, and vehicle controls use 7×19 or 7×7 class for their flexibility and compact diameter. These typically ship in galvanized finish and require precise end terminations to maintain control response. Appropriate wire rope accessories for assembly and tensioning — ferrules, swage stops, and turnbuckles — complete the assembly for reliable operation.
Key Selection Criteria
Every wire rope specification involves trading off four core performance properties. Understanding the hierarchy of these tradeoffs for your specific application leads directly to the correct type.
Tensile strength sets the upper load limit. Wire grade (IPS, EIPS, EEIPS) and rope diameter are the primary levers. Higher-grade wire delivers more breaking strength in the same diameter, but it is also less ductile — a consideration in shock-load applications where some energy absorption is valuable.
Flexibility determines minimum bend radius and fatigue life over sheaves. More wires per strand increases flexibility; fewer wires per strand reduces it. If a rope must navigate small-diameter sheaves or undergo millions of bending cycles, specify a higher-strand-count construction such as 6×36 or 7×19 rather than forcing a stiffer 6×19 into an undersized system.
Abrasion resistance matters wherever the rope contacts hard surfaces — drum flanges, sheave grooves, guide rollers, or rough terrain in winching applications. Fewer, larger outer wires resist surface wear better. For these environments, 6×19 class with a Seale construction consistently outperforms finer-wire alternatives.
Corrosion resistance should be matched to the actual environmental exposure rather than defaulted to the cheapest available option. Bright rope in a sheltered indoor hoist, galvanized rope in outdoor construction, and stainless rope in marine or chemical environments — each is the economically correct choice when total service life is factored into the cost equation.
Combining these four criteria with a clear picture of the operating conditions — load cycles, bend geometry, environmental exposure, and end termination method — produces a specification that performs reliably rather than one that merely meets minimum catalog requirements.
Related Products
-
 View More
View More
-
 View More
View More
EN 12385-4 Class 8×19S-IWRC Steel Wire Rope – 8-Strand Seale Construction with IWRC
-
 View More
View More
8×19 Steel Wire Rope ISO 2408 Class – Multi-Construction Rope (8×19S/8×19W/8×26WS)
-
 View More
View More
ASTM A1023 Galvanized 7X7 7X19 Small Diameter Flexible Specialty Wire Rope
-
View More
8×36 Steel Wire Rope ISO 2408 Class – Ultra-Flexible 8-Strand Rope
-
View More
6×7 Steel Wire Rope ISO 2408 Class – High Tensile Strength Galvanized Wire Rope
Contact Us
-

-
 +86-13395162883 / +86-0510-86361180
+86-13395162883 / +86-0510-86361180 -
 No. 25 Xizhang Road, Changshou Village, Zhouzhuang Town, Jiangyin City, Wuxi City, Jiangsu Province, China
No. 25 Xizhang Road, Changshou Village, Zhouzhuang Town, Jiangyin City, Wuxi City, Jiangsu Province, China

- Quick Links
- Product Categories
- Wire Rope
- Wire Rope Fittings
- Chain
- Wire Rope Accessories
- Packaging Types

Message Us Now !
