The Hidden Role of Steel Wire Rope in Modern Vehicles
Open the hood of any modern passenger vehicle and the most visible components—the engine, alternator, and battery—immediately draw attention. What remains largely invisible is an interconnected network of precision cable assemblies that control dozens of functions essential to both vehicle operation and occupant safety. Steel wire rope specially used for automotive industry applications sits at the core of this network. From parking brake cables that must hold a vehicle stationary on steep inclines to hood release mechanisms that must actuate smoothly after years of under-hood heat cycling, and from convertible top actuators cycling thousands of times across a vehicle's service life to seat adjustment cables transmitting precise force through complex routed paths—each of these systems depends on wire rope that meets dimensional tolerances, fatigue life requirements, and corrosion resistance specifications far beyond what general-purpose industrial rope delivers. Understanding how automotive wire rope is engineered, what materials dominate OEM specifications, and what standards govern its procurement is essential knowledge for engineers, tier-one suppliers, and aftermarket professionals alike.
Where Steel Wire Rope Specially Used for Automotive Industry Appears
The range of automotive applications for wire rope is broader than most engineers outside the discipline appreciate. Each application imposes its own specific combination of tensile load, bend radius, cycle count, temperature range, and chemical exposure that must be addressed through precise construction and material selection. The table below maps the most common automotive wire rope applications to their critical performance parameters:
| Application |
Typical Diameter |
Primary Demand |
Preferred Construction |
| Parking brake cable |
2.0–3.5 mm |
High tensile load, corrosion resistance |
7×7, 7×19 |
| Hood & trunk release |
1.0–2.0 mm |
Flexibility, low actuation force |
7×19, 6×19 |
| Seat adjustment cable |
1.5–2.5 mm |
Fatigue resistance, smooth stroke |
7×19 |
| Convertible top actuator |
3.0–5.0 mm |
Cyclic fatigue life, weather resistance |
6×19, 6×36 |
| Throttle & gear control |
1.0–2.0 mm |
Precision response, minimal stretch |
7×7, 1×19 |
| Window regulator cable |
1.5–2.5 mm |
High cycle count, dimensional stability |
7×19 |
No single construction or diameter covers this full application spectrum. A parking brake cable must reliably sustain static tensile loads exceeding 500 N across a temperature range from −40°C arctic cold-soak to +120°C summer underbody heat, while a hood release cable prioritizes smooth, consistent low-friction actuation through a complex routed path that may include multiple direction changes. Specifying the wrong construction for an application does not produce an obviously defective product immediately—it produces a product that fails prematurely after a fraction of its intended service life.
Construction Types That Define Automotive Wire Rope Performance
Wire rope construction—defined by strand count, wires per strand, lay direction, and core type—determines the mechanical personality of the rope. In automotive applications, three construction families dominate because they address the specific demands of vehicle cable systems more effectively than general industrial constructions:
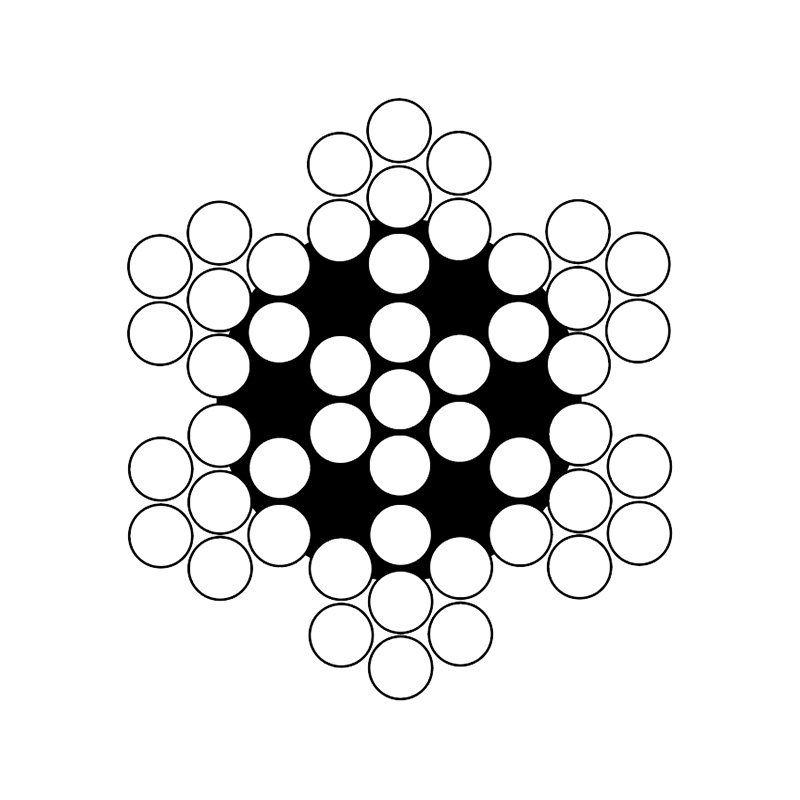
- 7×7 Construction: Seven strands of seven wires each around a central core. This produces a relatively stiff rope with excellent shape retention and resistance to kinking during installation through conduit. Its lower flexibility limits use to applications with manageable bend radii, but its dimensional stability and clean termination behavior make it the preferred specification for parking brake cables, throttle controls, and other systems where static or near-static tension dominates over dynamic flexing cycles.
- 7×19 Construction: Seven strands of nineteen wires each. The increased wire count per strand produces markedly greater pliability and fatigue resistance under repeated bending, making this construction the dominant choice for seat adjustment cables, window regulator systems, hood release mechanisms, and any cable that cycles through bends thousands of times annually. The 7×19 rope bends cleanly around small-radius conduit curves without generating wire fatigue at the flex point—a critical property in cables that must perform reliably for the full vehicle service life of 10–15 years and 150,000–200,000 kilometers.
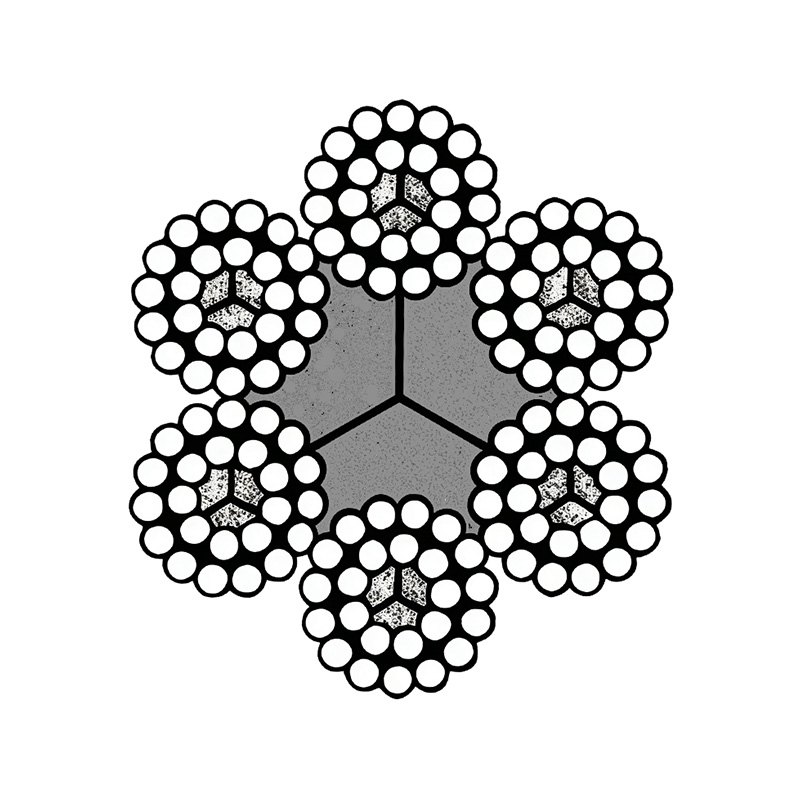
- 6×19 and 6×36 Constructions: Six-strand configurations used in heavier automotive cable assemblies—particularly convertible top actuators, powered tailgate systems, and tow hook deployment mechanisms—where higher tensile loads, multi-directional bending, and exposure to outdoor weathering must be managed simultaneously. The 6×36 construction's higher wire count per strand provides superior fatigue performance in applications with the most demanding bending cycles.
Lay Direction and Core Type in Automotive Context
Regular lay—where strand wires twist in the opposite direction to the strand lay around the core—is the standard specification for virtually all automotive wire rope. It provides better resistance to unraveling during handling and installation, greater stability in conduit under variable tension, and more predictable termination behavior compared to lang lay constructions. The core type matters particularly for underbody applications: an independent wire rope core (IWRC) resists radial crushing when the cable is loaded at an angle to its axis, maintaining circular cross-section integrity through the conduit curves common in parking brake and chassis cable routing.
Why Stainless Steel Wire Rope Dominates Automotive OEM Specifications
Stainless steel wire rope has become the material of choice across the majority of automotive wire rope applications—a shift driven by both technical necessity and regulatory pressure. Vehicles operate in environments that are relentlessly corrosive. Road salt applied during winter maintenance creates chloride-rich splash zones beneath the vehicle that attack metal surfaces continuously. Brake fluid and hydraulic oil residue contact underbody cables regularly. Engine bay condensation cycles between wet and dry states with every cold start. Galvanized carbon steel rope provides adequate protection when its zinc coating remains intact, but automotive OEM durability requirements—typically 10-year or 150,000-km corrosion-free performance in road salt exposure testing—demand a material whose corrosion resistance does not depend on a surface coating remaining undamaged throughout the vehicle's entire service life. Stainless steel wire rope meets this requirement categorically.
Grade 304 vs. Grade 316 in Automotive Use
Two stainless grades account for the vast majority of automotive wire rope specifications:
- AISI 304 (18% Cr, 8% Ni): The standard austenitic grade, providing excellent atmospheric and moisture corrosion resistance. Appropriate for interior cable systems—seat adjustment, gear selector, hood release—that are protected from direct road spray and salt splash. Cost-effective and widely specified across mass-market passenger vehicles.
- AISI 316 (with 2–3% Mo addition): The marine-grade alloy with enhanced chloride corrosion resistance. Mandatory for underbody applications including parking brake cables, trailer coupling mechanisms, and any cable routing through wheel-well or underbody zones subject to direct road salt splash. Premium vehicles and markets with heavy winter road salting universally specify Grade 316 for all underbody cable systems.
Beyond corrosion resistance, stainless steel wire rope offers a higher strength-to-weight ratio than galvanized alternatives at equivalent diameters—a meaningful contribution to vehicle weight reduction programs—and maintains consistent tensile and fatigue properties across the full automotive temperature range of −40°C to +200°C without the property degradation that affects zinc coatings at temperature extremes.
Surface Coatings That Optimize Conduit Performance
In automotive cable assemblies, steel wire rope operates inside a lined conduit sheath that guides the cable along its routed path and governs the friction force required to actuate the mechanism at the far end. The interface between wire rope surface and conduit liner is therefore a critical engineering parameter—not a secondary consideration. Two surface treatments dominate automotive cable specifications for this reason:
- PTFE (polytetrafluoroethylene) coating: Applied directly to the wire rope surface, PTFE reduces sliding friction against conduit liners by up to 50% compared to bare stainless wire. This translates directly to lower cable actuation forces, lighter return spring requirements, and reduced conduit wear over the cable assembly's service life. PTFE-coated stainless steel wire rope is the dominant specification for precision control cables including throttle, gear selector, and hood and trunk release systems.
- Nylon coating: A thicker polymer sheath providing both friction reduction and mechanical protection where the cable may contact abrasive surfaces during routing or where noise damping between cable and conduit is a design requirement. Used in applications such as window regulator cables and seat adjustment systems where the cable path includes sections without conduit guidance.
Manufacturing Quality and Supply Chain Reliability
Automotive-grade wire rope procurement demands more than a correct material specification on paper. The dimensional consistency, mechanical property uniformity, and surface treatment quality of the finished rope must meet tight tolerances across every production batch to ensure that cable assemblies perform identically throughout a vehicle model's production run. A single batch of out-of-tolerance wire rope—with diameter variation outside specification, improper strand closing tension, or inconsistent PTFE coating thickness—can produce cable assemblies that fail end-of-line testing or, worse, exhibit premature field failures that generate warranty claims and recall exposure. Jiangyin General Metals has always been specialised in the field of steel wire rope manufacturing, bringing the process depth and quality discipline that automotive supply chains require. The factory covers an area of 20,000 square metres and employs more than 200 people, including more than 20 engineers and technicians dedicated to process control, quality assurance, and customer technical support. Equipped with advanced equipment and a total quality control system governing every production stage from raw wire drawing through final rope closing, surface treatment application, and finished product inspection, the facility delivers stainless steel wire rope specially used for automotive industry applications with the batch-to-batch consistency and full material traceability that tier-one suppliers and OEM procurement teams demand. With strong international supply capability and an engineering team experienced in automotive specification interpretation, Jiangyin General Metals provides the manufacturing foundation that safety-critical automotive cable systems require.



 English
English  View More
View More
 View More
View More
 View More
View More
 View More
View More
 View More
View More

 +86-13395162883 / +86-0510-86361180
+86-13395162883 / +86-0510-86361180 No. 25 Xizhang Road, Changshou Village, Zhouzhuang Town, Jiangyin City, Wuxi City, Jiangsu Province, China
No. 25 Xizhang Road, Changshou Village, Zhouzhuang Town, Jiangyin City, Wuxi City, Jiangsu Province, China

